|
11 掻き寄せ機の故障
作成 2021年 6月30日付
最初沈殿池及び最終沈殿池の掻き寄せ機の故障には、
(1)駆動モータの軸受け
(2)サイクロ減速機の故障
(3)駆動スプロケット、チェーンの摩耗
(4)主務チェーンの摩耗
(5)フライトの摩耗
(6)チェーンの破断・蛇行
等が考えられます。
主に、長期の運転による摩耗が原因です。こちらは予測可能なので、定期的な点検と長期の修繕計画が必要です。
今回問題にしたい故障は、破断・蛇行検出故障です。
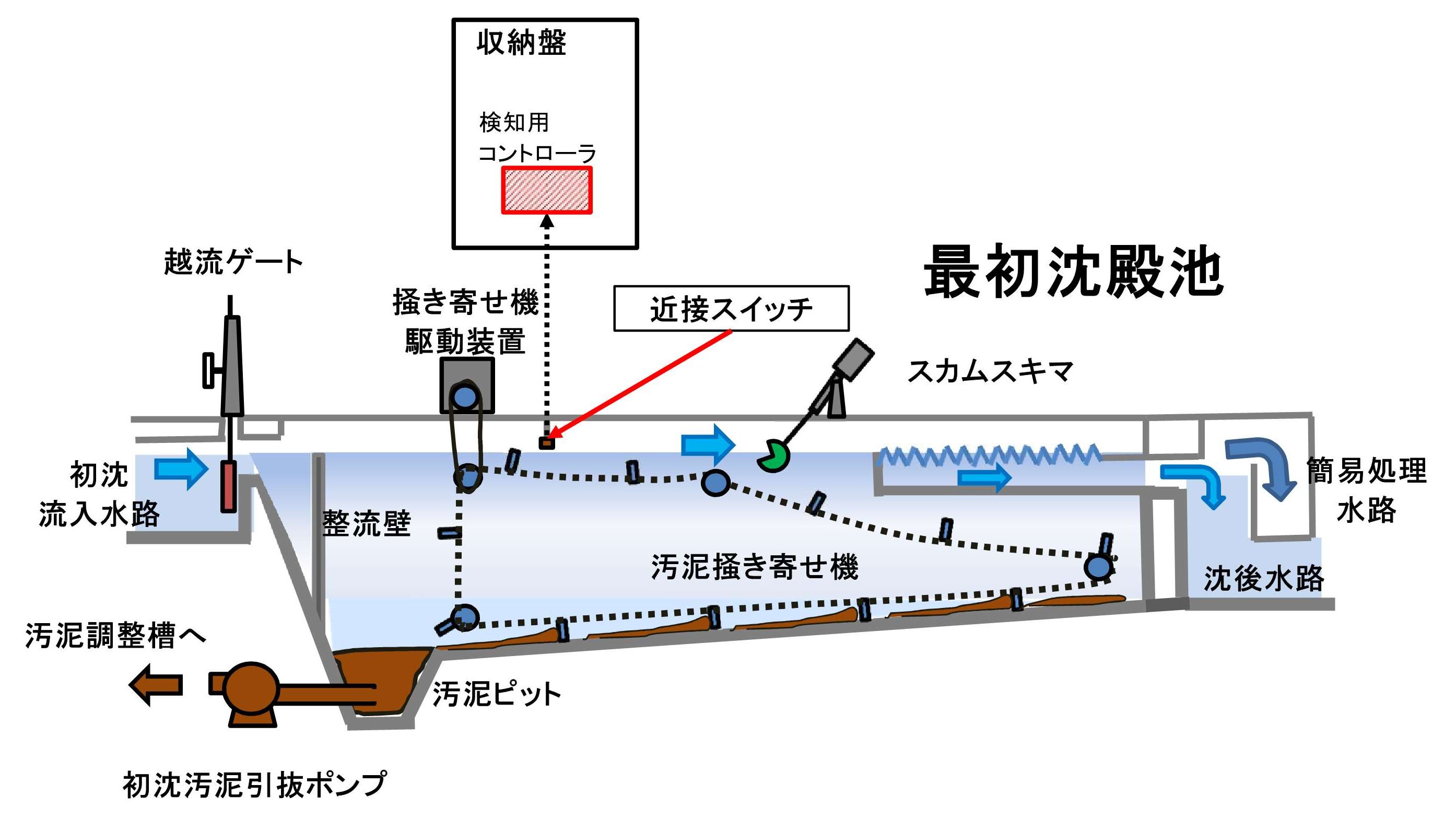
故障検知の仕組みとしては、
(1)掻き寄せ機のフライトが通過するのを左右2個の近接スイッチで検出する。
(2)フライトには、左右2カ所に金属片が付いており、これを近接スイッチが感知している。
(3)前後のフライトの通過時間を確認し「破断」を判定
(4)左右のフライトの通過時間の差から「蛇行」と判定
(5)判定時間は固定のものと、自動的に検知するものがある。
実際、チェーンが伸びることにより近接スイッチの検出距離が伸びる場合も有り、定期的なテンション調整が必要です。感想としては、とにかく誤動作が多いです。
検出器用のコントローラがブラックボックス化しており、なかなか原因がつかめない場合があります。掻き寄せ機はゆっくり運転されており、フライトの検出確認には時間がかかります。
目視確認をしている間に故障が発生しないケースもあります。
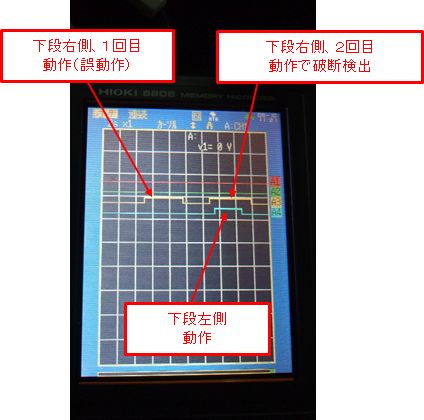
過去に体験した事例としては、近接スイッチがフライトの検出用の金属片だけでなく、ゴム製のスクレパーを取り付けたフライトの止め金具でも検知し
2度検出したことによる誤動作がありました。
これには、ロジックアナライザをセットし、故障原因がわかるまで数ヶ月を要しました。
通常は、短い時間の検出は問題ないとの思い込みがありました。後にメーカーに確認し、検出コントローラのプログラムでは短い時間で2度検出すると、
「破断」と判定されることがわかりました。プログラムの詳細が不明だった点が反省点です。
設置当初の試験運転に発生していなかった故障で有り、チェーンのテンション、近接スイッチの劣化等により特性が変化したと思われます。
ここは、推測です。
このときの状況
(1)2階層の最初沈殿池
(2)下段用掻き寄せ機で故障発生
(3)故障発生周期は一定していない。
①ロジックアナライザで検知したとき
②フライとの取り付け状況

③フライトには近接スイッチ用検知用の金属片

④スクレパーの取り付けを非金属にすればいいのですが、このときは、
かき寄せに特に問題が無いと判断し、スクレパーごと撤去

とにかく、この手の故障調査は手間がかかります。
故障が発生し、誤動作と推測できても確実ではありません。確認する必要が生じます。
池を排水し、酸欠に注意して、深い池に入っていくことになります。危険作業となります。
これを軽減する方法はなかなか思いつきませんが、一案として、破断・蛇行検出用コントローラをやめ、
近接スイッチとハードリレーよる「破断」検出だけに簡素化したらと思います。
誤動作の原因がコントローラのプログラムなのか、センサーなのか、がなかなかわからず時間がかかることになります。
掻き寄せ機は数年毎の定期点検ができていれば、蛇行はほとんど影響ないように思います。
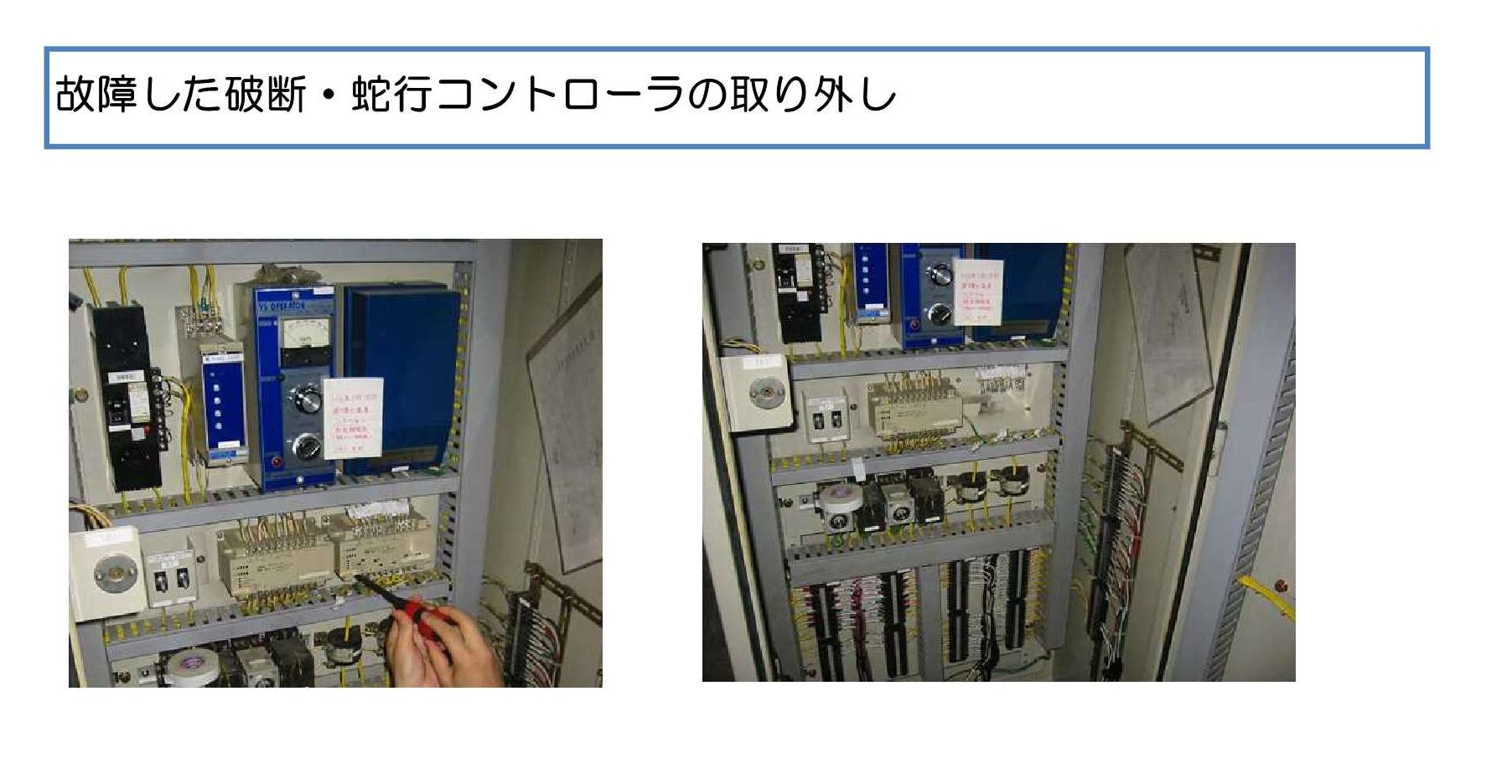
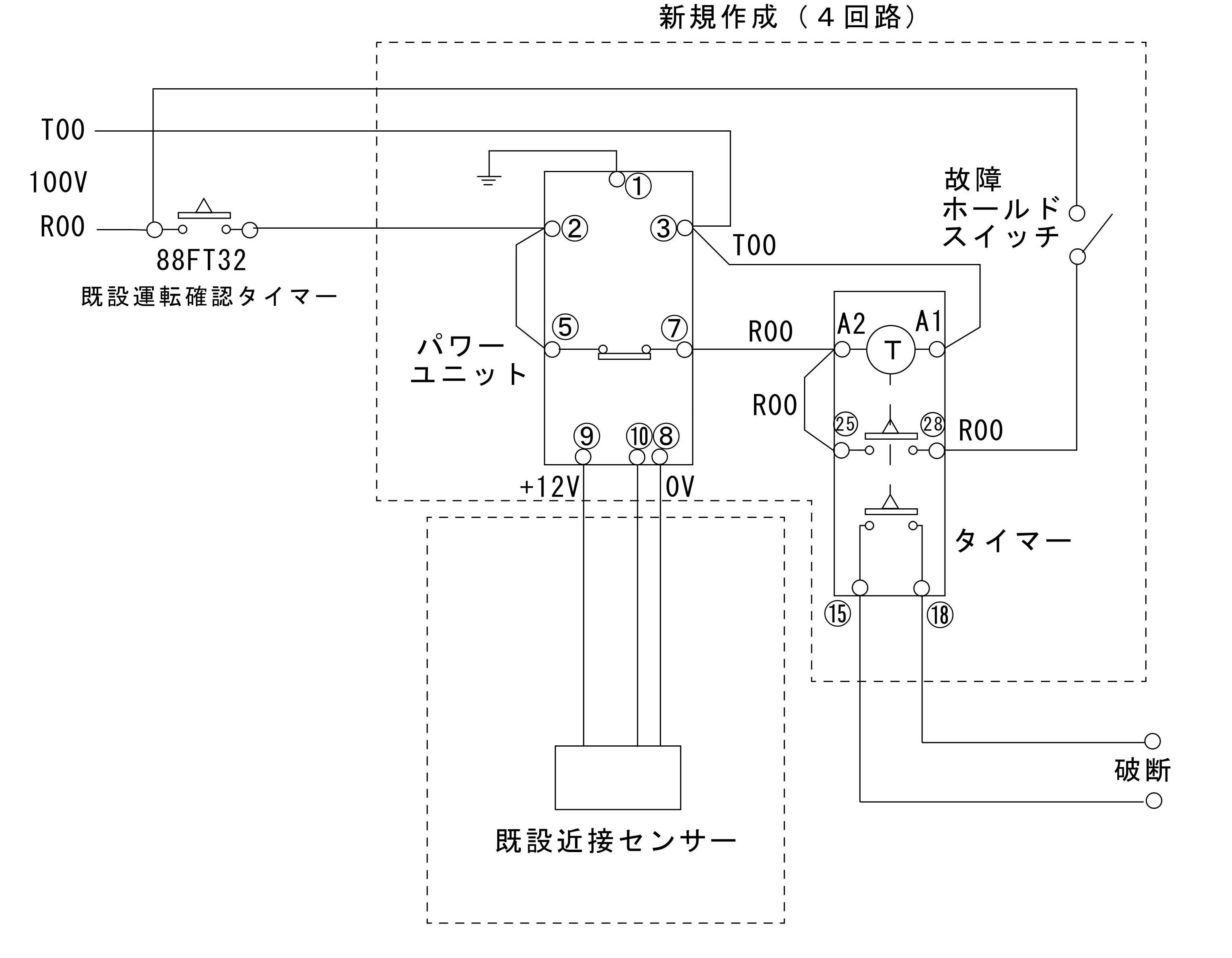
以下は、破断・蛇行コントローラが故障し、製造中止で修理が不可能なため既設近接スイッチを流用して作成した時の仮設ハード回路です。
個人的には、このような回路で十分な気がします。
(1)誤動作は、無くなりませんが調査がだいぶ楽になります。
(2)製造中止や高頻度に変更されるメーカー仕様に左右されない強みがでます。
古くなると故障しやすい電源部を中心に調査。回路が公開されていないので調査は適当です。
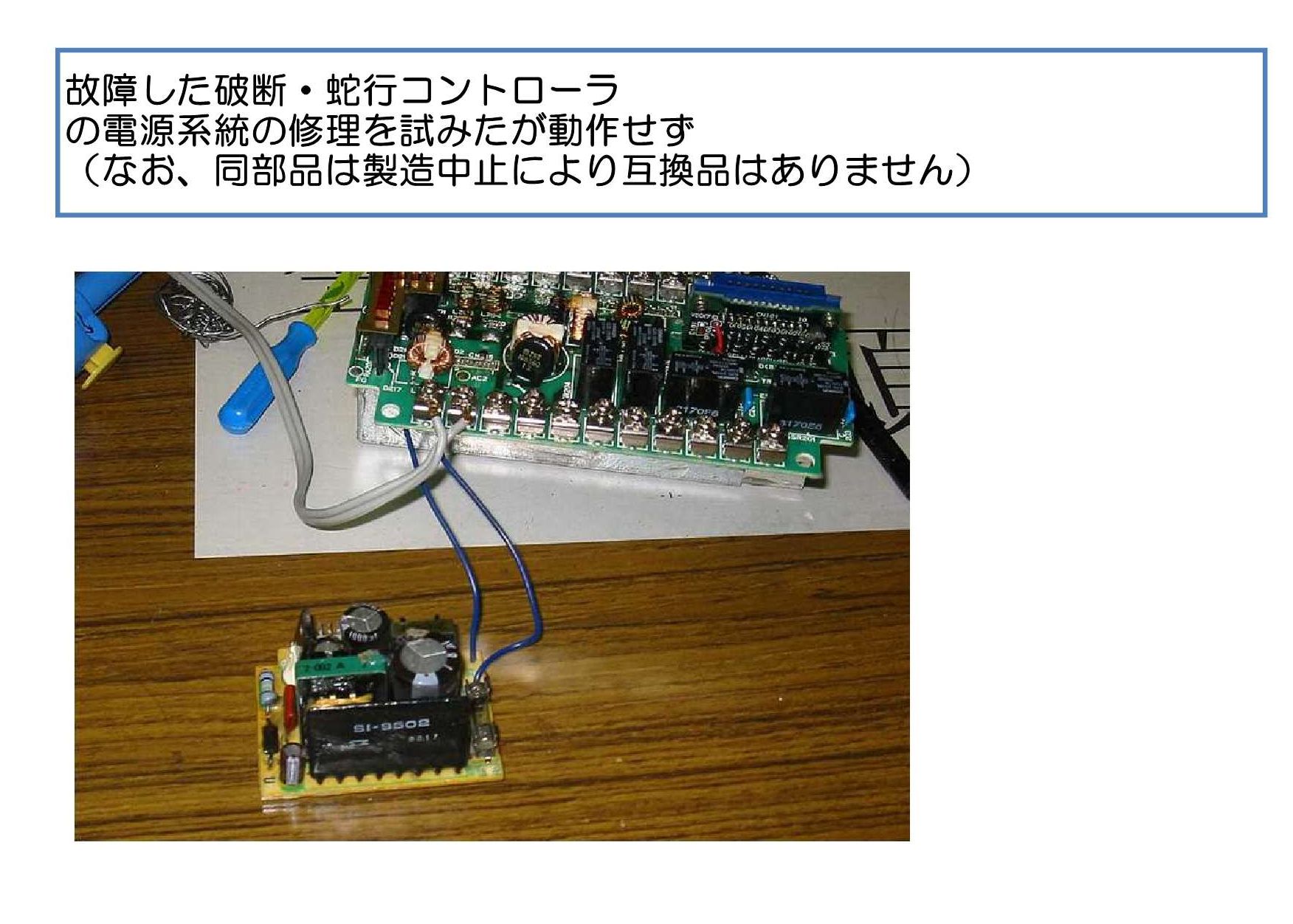
近接スイッチ(オムロン製)が低電流タイプの特殊な仕様のため、パワーユニットはフォトセル用の部品を購入して流用。
シーケンスを作成。
当初から計画したものではなく後付けないので盤内に組み込む場所いい場所がありません。側面に無理矢理取り付けました。
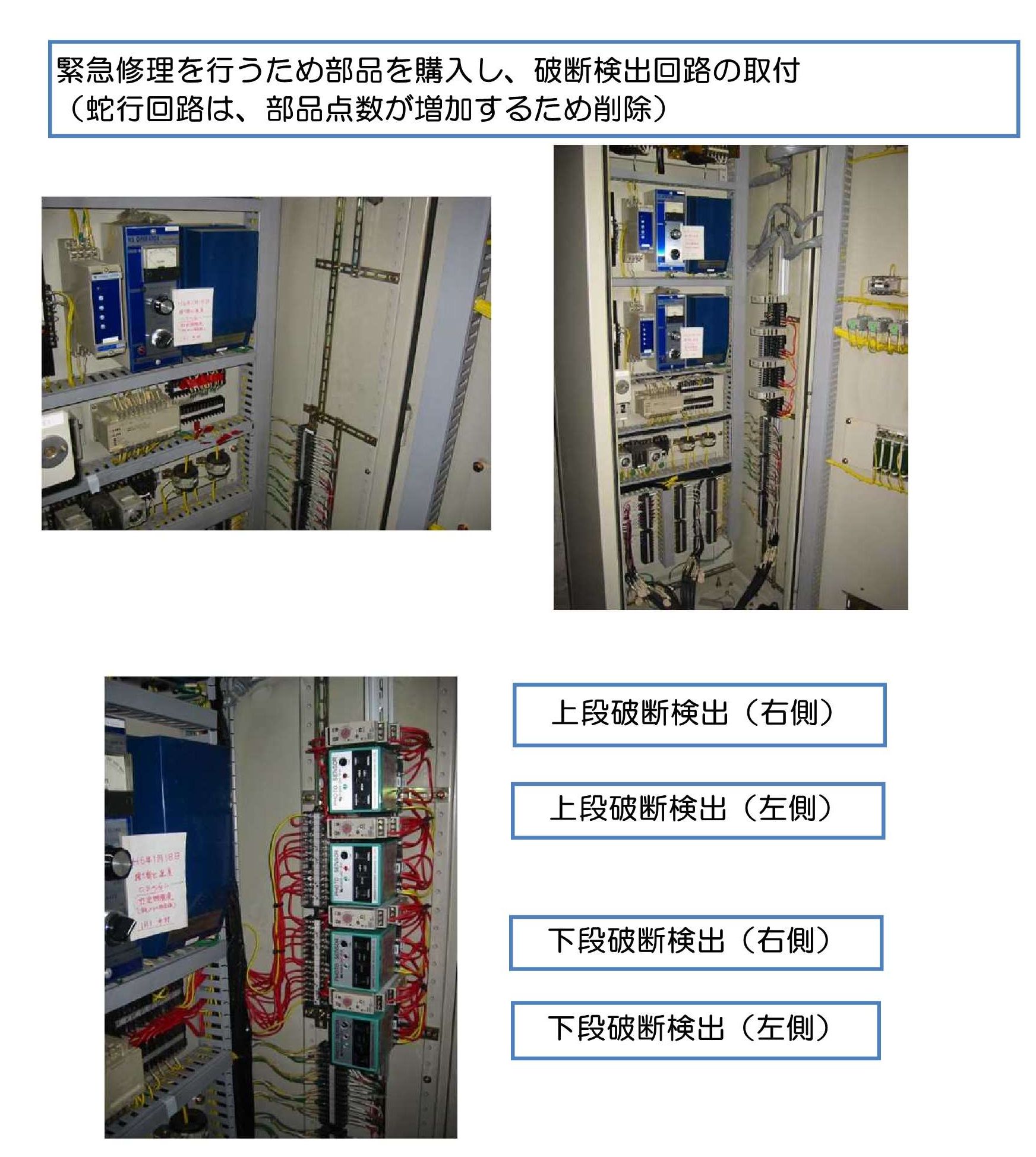
自作のため配線が、汚くてすいません。一応目的は達成できています。
その後、予算が付いて修理工事が行われ正規の状態に戻ったそうです。ちょっと寂しいような気がします。
|